400-850-4050
400-850-4050

沒有找到您想要的?
立即咨詢專業(yè)工程師為您服務(wù)
















近年來,隨著電子工業(yè)無鉛化的要求,研究以Sn為基體的無鉛釬料與基板的界面反應(yīng)日益增多。在電子產(chǎn)品中,常常以銅為基板材料,焊接和服役過程中焊料與銅基板之間界面上反應(yīng)是引起廣泛關(guān)注的研究課題。由于SnAgCu無鉛焊料中Sn的含量較高,焊接溫度也比較高,導(dǎo)致了焊點(diǎn)中Cu的溶解速度和界面金屬間化合物的生長(zhǎng)速度遠(yuǎn)高于SnPb系焊料。相關(guān)研究表明,焊點(diǎn)與金屬接點(diǎn)間的金屬間化合物的形態(tài)和長(zhǎng)大對(duì)焊點(diǎn)缺陷的萌生及發(fā)展、電子組裝件的可靠性等有十分重要的影響。
| 項(xiàng)目背景
近年來,隨著電子工業(yè)無鉛化的要求,研究以Sn為基體的無鉛釬料與基板的界面反應(yīng)日益增多。在電子產(chǎn)品中,常常以銅為基板材料,焊接和服役過程中焊料與銅基板之間界面上反應(yīng)是引起廣泛關(guān)注的研究課題。由于SnAgCu無鉛焊料中Sn的含量較高,焊接溫度也比較高,導(dǎo)致了焊點(diǎn)中Cu的溶解速度和界面金屬間化合物的生長(zhǎng)速度遠(yuǎn)高于SnPb系焊料。相關(guān)研究表明,焊點(diǎn)與金屬接點(diǎn)間的金屬間化合物的形態(tài)和長(zhǎng)大對(duì)焊點(diǎn)缺陷的萌生及發(fā)展、電子組裝件的可靠性等有十分重要的影響。
| 項(xiàng)目概述
1、能夠被錫鉛合金焊料(或稱焊錫Solder)所焊接的金屬,如銅、鎳、金、銀等,其焊錫與被焊盤金屬之間,在高溫中會(huì)快速形成一薄層類似"錫合金"的化合物。
2、此物起源于錫原子及被焊金屬原子之相互結(jié)合、滲入、遷移、及擴(kuò)散等動(dòng)作,而在冷卻固化之后立即出現(xiàn)一層薄薄的"共化物",且事后還會(huì)逐漸成長(zhǎng)增厚。
3、此類物質(zhì)其老化程度受到錫原子與底金屬原子互相滲入的多少,而又可分出好幾道層次來。這種由焊錫與其被焊金屬界面之間所形成的各種共合物,統(tǒng)稱IMC。
|
|
|
|
|
|
|
|
|
|
|
|
|
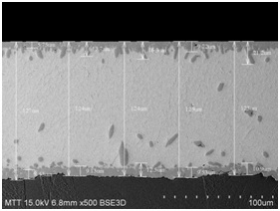
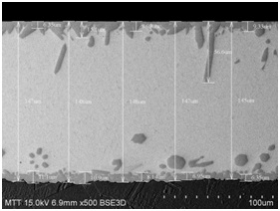
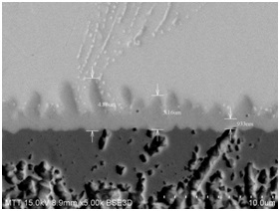
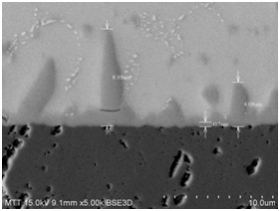
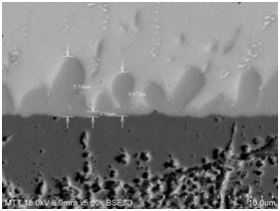
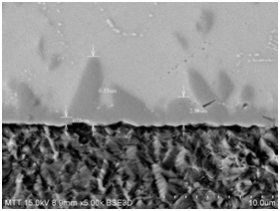
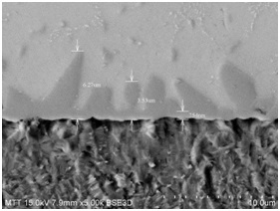
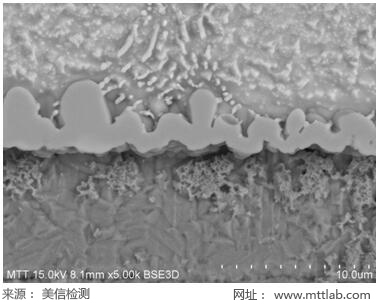
圖1.IMC測(cè)試圖片 |
|
| 服務(wù)產(chǎn)品/領(lǐng)域
PCBA、PCB、FPC等。
| 測(cè)試步驟
對(duì)樣品進(jìn)行切割、鑲嵌、研磨、拋光、微蝕后,表面鍍鉑金,按照標(biāo)準(zhǔn)作業(yè)流程放入掃描電子顯微鏡樣品室中,對(duì)客戶要求的測(cè)試位置進(jìn)行放大觀察并測(cè)量。
| IMC的特點(diǎn)
(1)其生長(zhǎng)速度與溫度成正比,常溫中較慢。
(2)在室溫下脆性大,延展性差,很容易斷裂。
(3)低密度。
(4)高熔點(diǎn)。
| IMC對(duì)焊接的影響
微小厚度的IMC都會(huì)形成焊料與基板之間穩(wěn)固的連接,較厚的IMC在熱循環(huán)的作用下會(huì)引起界面處的應(yīng)力集中,導(dǎo)致脆性斷裂,甚至帶來整個(gè)焊錫體的松弛。IMC對(duì)焊接性能的影響是很復(fù)雜的,IMC越厚,焊點(diǎn)在熱疲勞測(cè)試中越容易失效,其失效模式主要是斷裂,裂紋通常發(fā)生在焊點(diǎn)內(nèi)部IMC與焊料形成的界面處。
一旦焊盤原有的熔錫層或噴錫層,其與底銅之間已出現(xiàn)較厚間距過小的IMC后,對(duì)該焊墊再續(xù)作焊接時(shí)會(huì)有很大的妨礙,也就是在焊錫性或沾錫性上都將會(huì)出現(xiàn)劣化的情形。
| IMC的形成和生長(zhǎng)規(guī)律
SnAgCu界面IMC的形成分二個(gè)階段,第一階段是焊接過程中Cu基板與液態(tài)焊料之間形成的IMC,第二階段是焊后服役過程中Cu基板與固態(tài)焊料之間形成的IMC。一般認(rèn)為,焊接過程中IMC的形成是界面化學(xué)反應(yīng)為主導(dǎo)的機(jī)制,服役過程中IMC的演變是元素?cái)U(kuò)散為主導(dǎo)的機(jī)制。這兩個(gè)階段的IMC的形貌和生長(zhǎng)動(dòng)力學(xué)有十分明顯的差別。
焊點(diǎn)形成后,SnAgCu-Cu界面存在Cu6Sn5和Cu3Sn兩種金屬間化合物。Cu6Sn5位于焊料一側(cè),較厚,呈扇貝形向液態(tài)的焊料中生長(zhǎng),導(dǎo)致IMC和焊料邊界的粗糙形貌,在焊接過程中形成;Cu3Sn位于Cu基板和Cu6Sn5之間,較薄 ,在服役過程中形成。
焊接過程中,Cu基板與液態(tài)焊料發(fā)生冶金接觸后,固態(tài)Cu向液態(tài)焊料中溶解,緊鄰Cu基板的液態(tài)焊料中便形成了一層飽和的Cu,Cu的溶解達(dá)到局部平衡狀態(tài)時(shí),IMC便在此形成。Cu6Sn5的形成,消耗了飽和態(tài)的液態(tài)焊料中的Cu,隨著Cu6Sn5的結(jié)晶和相互連接,在Cu基板和焊料的界面上形成了一層連續(xù)的IMC,這層連續(xù)分布的IMC阻斷了Cu 基板向液態(tài)焊料進(jìn)一步溶解的通路。Sn和Cu6Sn5處于平衡狀態(tài),固態(tài)Cu與Cu6Sn5層的界面為非平衡狀態(tài)。一旦溫度足以激活Cu原子與Sn原子反應(yīng),在Cu基板與Cu6Sn5層的界面上便會(huì)依賴固相擴(kuò)散形成更穩(wěn)定的Cu3Sn。
焊接過程中Cu基板與液態(tài)焊料之間形成的IMC主要由界面化學(xué)反應(yīng)決定,目前沒有可以描述此過程中的IMC生長(zhǎng)規(guī)律的理論和方法。焊后服役過程中Cu基板與固態(tài)焊料之間形成的IMC主要由元素?cái)U(kuò)散為主導(dǎo),F(xiàn)ick擴(kuò)散定律被應(yīng)用于描述這一階段IMC的生長(zhǎng)規(guī)律,IMC的厚度為L(zhǎng)2=Dt,D為擴(kuò)散系數(shù),t為擴(kuò)散時(shí)間。
| 如何適當(dāng)控制IMC
Au/Ni/Cu三層結(jié)構(gòu)是一種廣泛應(yīng)用在電子封裝器件中采用的焊盤結(jié)構(gòu)。 Au層作為Ni表面的保護(hù)膜,具有良好的導(dǎo)電性能、潤(rùn)濕性能和防腐蝕性能等。Ni層由于在釬料中溶解速率很慢,可作為Cu層的阻隔層以防止基材Cu與焊錫的反應(yīng)。
另外,在化學(xué)鍍Ni工藝中,鍍層中含有一定量的P元素。研究發(fā)現(xiàn),在回流焊過程中,P不會(huì)溶入焊料,并且在Ni層與IMC層形成由Ni,P和Sn富集的高應(yīng)力層。P的含量對(duì)IMC的厚度有一定影響,鍍層中P含量較高時(shí),形成在Ni層和IMC之間的富P層有效的阻止了Ni參入反應(yīng),減少IMC生成幾率,從而降低了IMC厚度。
| 美信優(yōu)勢(shì)
1、專業(yè)團(tuán)隊(duì):擁有多名經(jīng)驗(yàn)豐富的檢測(cè)工程師和技術(shù)專家。
2、先進(jìn)設(shè)備:配備國(guó)際領(lǐng)先的檢測(cè)設(shè)備,確保檢測(cè)結(jié)果的準(zhǔn)確性和可靠性。
3、高效服務(wù):快速響應(yīng)客戶需求,提供一站式高效檢測(cè)服務(wù)。
4、權(quán)威認(rèn)證:實(shí)驗(yàn)室通過ISO/IEC 17025認(rèn)證,檢測(cè)報(bào)告具有國(guó)際公信力。

美信檢測(cè)實(shí)驗(yàn)室
了解公司更多資訊

MTTlab-電子制造
查看更多精彩案例

MTTlab-高分子材料
查看更多精彩案例

MTTlab-金屬材料
查看更多精彩案例

視頻號(hào)
查看更多精彩視頻









 深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長(zhǎng)陽街415號(hào)信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號(hào)內(nèi)4號(hào)樓1樓
深圳:深圳市寶安區(qū)松柏路北大科創(chuàng)園A1、A3、A5棟蘇州:蘇州市蘇州工業(yè)園區(qū)長(zhǎng)陽街415號(hào)信藥谷3棟蘇州市蘇州工業(yè)園區(qū)岸芷街39號(hào)內(nèi)4號(hào)樓1樓